 北京慧博技术维修中心
北京慧博技术维修中心西门子810T/M数控系统维修常见故障
我们在长期的西门子数控系统维修过程中,总结了SINUMERIK 810T/M数控系统一些常见故障现象以及处理办法。
一、荧光屏无显示(设备运行一段时间后的黑屏)
在使用手册810T/M的设备中,荧光屏无显示是常见的一种故障,尤其在潮湿气候下,关机较 长时间后,更为突出。主要是由于备用电池无电引起的;也有少部分是由于硬件损坏造成的。广大用户所希望的是如何能准确而快速地判断出故障原因。下面以个人遇到和处理该故障的经验,编制了流程图,供大家参考。
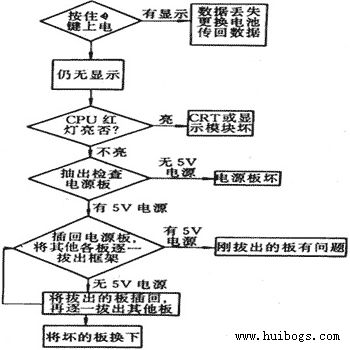
图(1) 流程图
流程图说明:
1. 在机床正常工作时,请将上讲表1中的Ⅱ/Ⅲ类即系统使用者/机床使用者的数据备份。
2. 所有板的插拔都要在断电情况下进行。
二、回参考点问题
1. 回参考点的目的为什么要回参考点呢?不回参考点行不行呢?简单地说,回参考点是为了每次上电开机后,在机床上建立一个唯一的坐标系。尤其当810T/M安装在一般的中档以上机床时,回参考点是必不可少的。对于那些低档数控机床由于功能要求不同亦可不回参考点。
2. 回参考点的过程图2为回参考点时轴运动与信号的变化过程。当某一个轴开始回参考点,其接触开关信号有“0-1-0”(在810T/M中是Q108.4为第一轴回零信号,Q112.4为第二轴回零信号...)或者(即1-0-1)的变化后,810T/M的位置环等候从编码器中零脉冲(Zero Mark)的发出。当接到该脉冲信号后再移动2mm的距离该轴停下来,并确认回参考点过程完成,由于在开关信号变化后的零脉冲在机床上是唯一的,所以建立的坐标系是唯一的。]
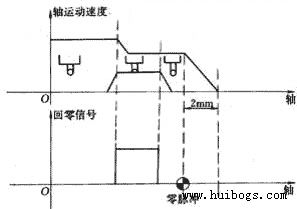
图(2) 回参考点时轴运动与信号的变化过程
3. 有时为什么回不了参考点这个问题有两种可能:
(1) 接近开关坏了。在回参考点的过程中,虽然机床撞了回零挡块,但Q108.4/Q112.4...无信号变化,则回零肯定要失败。解决的办法是让接触开关运动,要使对应的Q108.4/Q112.4等有变化;若无变化须排除相应的故障。
(2) 虽然Q108.4/Q112.4等有信号变化,但仍未在该停的位置上停下来,则位控环或零脉冲有问题了。请围绕零脉冲的接收问题,检查接收故障所在。
4. 有时为什么回不准(原点在不同的位置)当你明白了回参考点的过程后,这个问题就相对简单了。这主要是由于回零的接触开关挡块松动变化了(编码器安装在电动机上),或光学读数头松了(光栅尺为位置检测环),请检查和紧固这两个元件。
三、轴振动问题
轴振动的原因一般可分为电气和机械两种:
1. 电气原因引起的振动在调试或使用过程中,如果当驱动的KV(增益)过大或TN(相应时间)过小时,控制环会引起电动机振荡,当电动机地线接地不好;驱动器相位及输出电压不稳也会引起振荡,这当然是一个通用问题。
关键是作为整个系统,在驱动中有KV,在810T/M中也有KV;所以要有先调驱动KV后调整810T/M及整个控制环KV的概念。
2. 机械安装不当带来的振动在水平轴安装时,要求丝杠中心和电动机中心同心。如果丝杠和电动机安装时不同心,则当电动机运行时,会产生振荡。而这种振动的现象与电气原因引起的振动无太大区别,仅起因不同,那么如何来区分是何种原因呢?
比较简单的办法是将电动机和丝杠脱开,如还振荡则是电气原因造成的。如电动机与丝杠未 连接,则不振荡,若连接时就振荡,那么电动机与丝杠不同心是其振荡的主要原因,这需要机械工程师配合使其同心,问题即可解决!
四、机械精度变化带来的问题
1. 机械精度与电气精度的匹配当机床用了较长的一段时间,则其机械精度一定比新机床的精度要差。当然差别有多大,取决于机床的制造质量和机床的使用条件。不管怎样,使用了若干年后的机床,其机械精度与电气精度之间的配合是会变化的(往往机械误差变化大于电气精度误差),当大于一定程度甚至超过电气精度允许的范围,则整个机床就会出现故障。如当轴运动时不能达到预定位置,LED灯总亮。要解决这个问题有两种可能:
(1) 调整机械精度。即尽量恢复原机械精度,这一般来说工作量较大。
(2) 在精度允许的范围内,放大电气监控精度。具体在810T/M中是调整NC-MD204*(粗定位轮廓监控),这相对工作量少一些,但它是以牺牲一定精度为代价的!
2. 机械间隙过大的问题当机床上每个轴如经常往复运动,且时间较长后,其丝杠与螺母间隙会越来越大;而反应到系统上则是伺服驱动总处在不断地寻找平衡点(类似于小幅输出震荡),这个问题解决的有效方法是将丝杠副中的丝杠与螺母的间隙调整到尽量小的范围内,当然这需要机械工程师的配合。
五、NC程序的编制与调试过程的若干问题
1. 刀补问题西门子810T/M的刀补使用起来还是较简单的,首先在刀补存储器里所对位的T*及D*中输入各刀具的相关补偿参数(如几何长度),然后在NC程序中调用相应的T*及D*,但这并不意味着刀补就能生效,使用时要注意以下几点:
(1) 在NC程序中调用T*、D*时还应选择刀补平面(G17/G18/G19),这同时也就决定了在哪个轴进行长度补偿,当然在该轴方向要有运动。
(2) 在选择了刀具半径(刀尖半径)偏置G41/G42时,在有G01/G0轴运动后,刀具半径补偿可生效。
(3) G40仅取消刀具半径补偿,而不取消长度补偿,取消长度补偿和刀具半径补偿应使用D00。
2. 零偏问题零点偏置也是NC零件程序的一个重要部分。在810T/M中,可以通过零点偏置 将机床坐标系偏移到所希望的工作零点上,要注意的是设定零点偏置在使用时的不同:
(1) 可设定零点偏置使用时,需将设定值从面板上输入到G54/G55/G56/G57中,当你在程序中 未写任何一个(G5*)可设定零点偏置,则G54自动被调用,而G54到G57的任何一个都可相互替代在NC程序中的作用,一旦调用就一直有效,直到下一个可设定零点偏置被调用。
(2) 可编程零点偏置G58/G59是在程序中将偏置值加入,则各偏置之间的关系如图3所示。
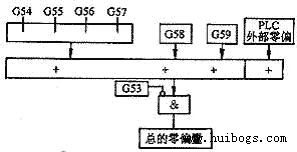
图(3) 各偏置之间的关系
六、数据备份(机床档案)
1. 电池问题西门子0T/M的用户数据在关电源时是有电池提供支持的,正如前面所说电池使用时间的长短取决于机床的使用环境、电池的质量等因素,尤其当电池已使用较长一段时间,机床又要停若干天(如春节等休假)时,应在休假前就换上电池。当然电池应在此基础上810T/M通电情况下进行更换。
2. 数据备份及传送机床正常工作时,应将NC机床数据、PLC机床数据、PLC程序及加工程序,通过COM接口将它们传到磁盘中保存。因为这些数据与机床电气分配连线图一起是该机床的电气档案,非常重要。通常是机床制造厂家就应做好备份,机床使用者在验收机床时,这是其中验收的一部分内容。如果该机床未带这些备份数据,机床使用者应将该工作补充做好。
如何将这些数据进行备份,并在需要时回传。作为该机床的维护修理者应具备硬件设备(计算机及V24通讯软件和电缆)并掌握如下操作步骤,这对保证机床的工作状态非常重要。
在810T/M中SD为COM1的设定:
5010=00000005011=11000111
5012=00000005013=11000111
5014=00000005015=0000000
5016=001010005017=0000000
在PCIN(西门子提供的V24通讯软件)中:
BAURATE:9600
PARITY:EVEN
2:STOPBITS
7:DATABITS
BINFILE:OFF
七、伺服驱动及位控环
1. 轴的控制回路在810T/M中,一个轴的控制回路基本上可由图4来描述,当回路中的任意一个部件出现问题(如位控板、驱动器、电动机、电缆及位移检测器——编码器或光栅尺)时,且又运动该轴时,都会出现报警Control Loop Hardware.
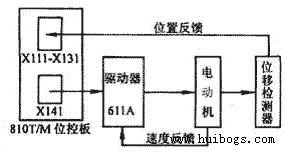
图(4) 轴的控制回路
2. 各部分的检测(替代法)当出现了硬件回路报警后,如何来判断是哪部分出问题呢?这在工作现场(机床上)最好的办法是替代法。当然用备件最好,没有备件只能用其他控制回路的部件来替代怀疑出问题的部件,直到找出有问题的部件。
版权所有:北京慧博时代科技有限公司官方网站,转载请以链接形式标明本文地址
本文地址:http://www.huibogs.com/Technic/CNC/sk1204234.html
上一篇:« 变频器维修之过流故障原因分析
下一篇:印刷机维修之水墨系统故障维修技巧 »
相关文章
- 数控系统维修与维护注意事项 (2012-4-23 9:59:2)
- 西门子S5 PLC维修各指示灯故障解决说明 (2012-3-9 10:5:58)
- 西门子触摸屏维修死机故障分析 (2012-2-20 17:19:40)
- 西门子MM4系列变频器维修案例 (2012-2-6 10:57:36)
- 西门子伺服电机编码器安装步骤 (2012-2-3 16:18:30)
- 常见西门子PLC停机软件原因总结 (2012-1-13 11:30:2)
- FANUC 0i系统维修常见报警故障排除思路 (2011-12-15 10:50:32)
- FANUC 0i系统维修故障报警查看方法及分类 (2011-12-15 10:16:47)
- 西门子6RA70直流调速器维修(通讯板)指示灯说明 (2011-12-14 17:24:33)
- 西门子变频器选择和使用注意事项 (2011-12-14 15:8:14)
